

Our UF membranes are designed for industrial and municipal wastewater, textiles, pharmaceuticals, and food & beverage sectors—delivering sustainable and high-performance membrane solutions.
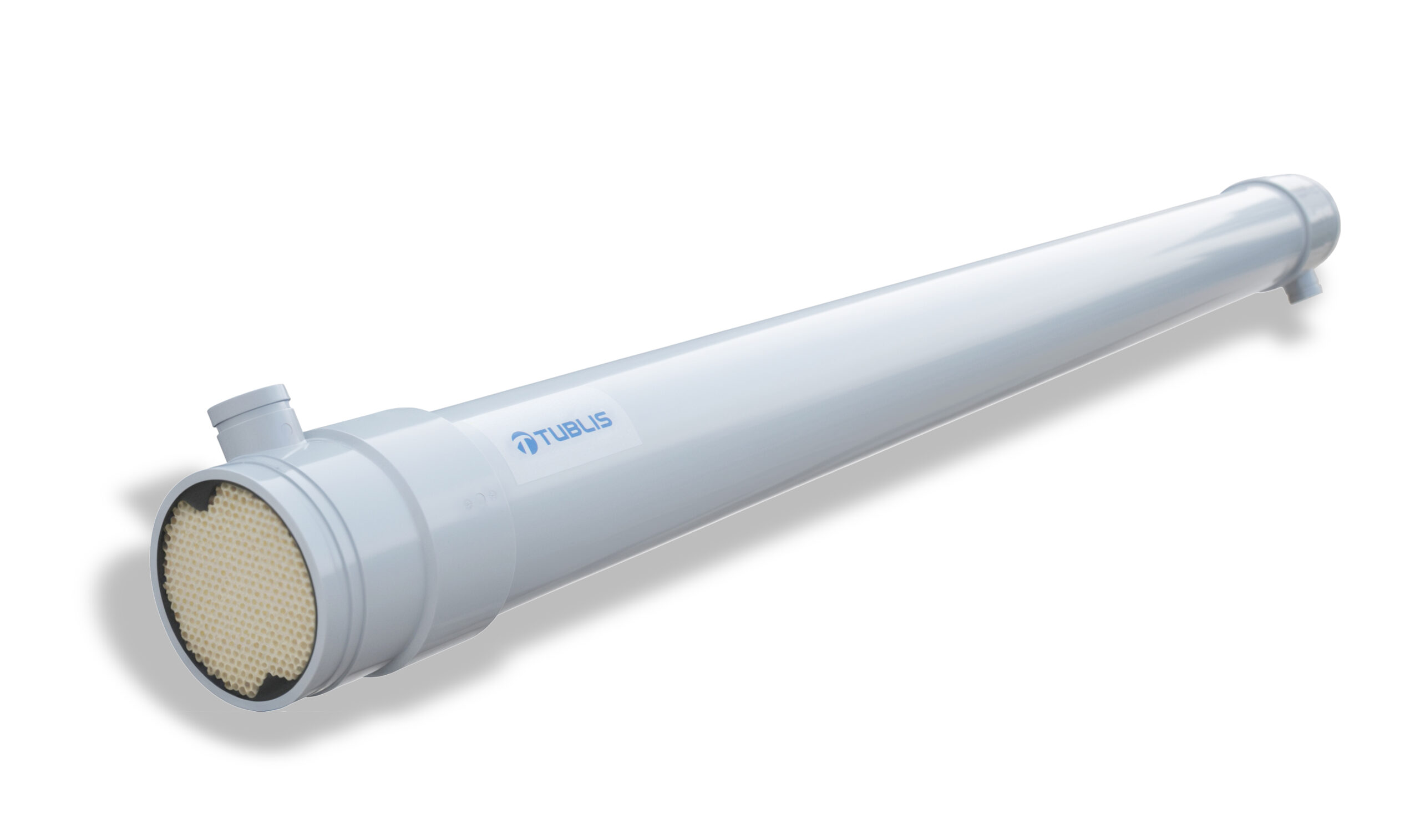
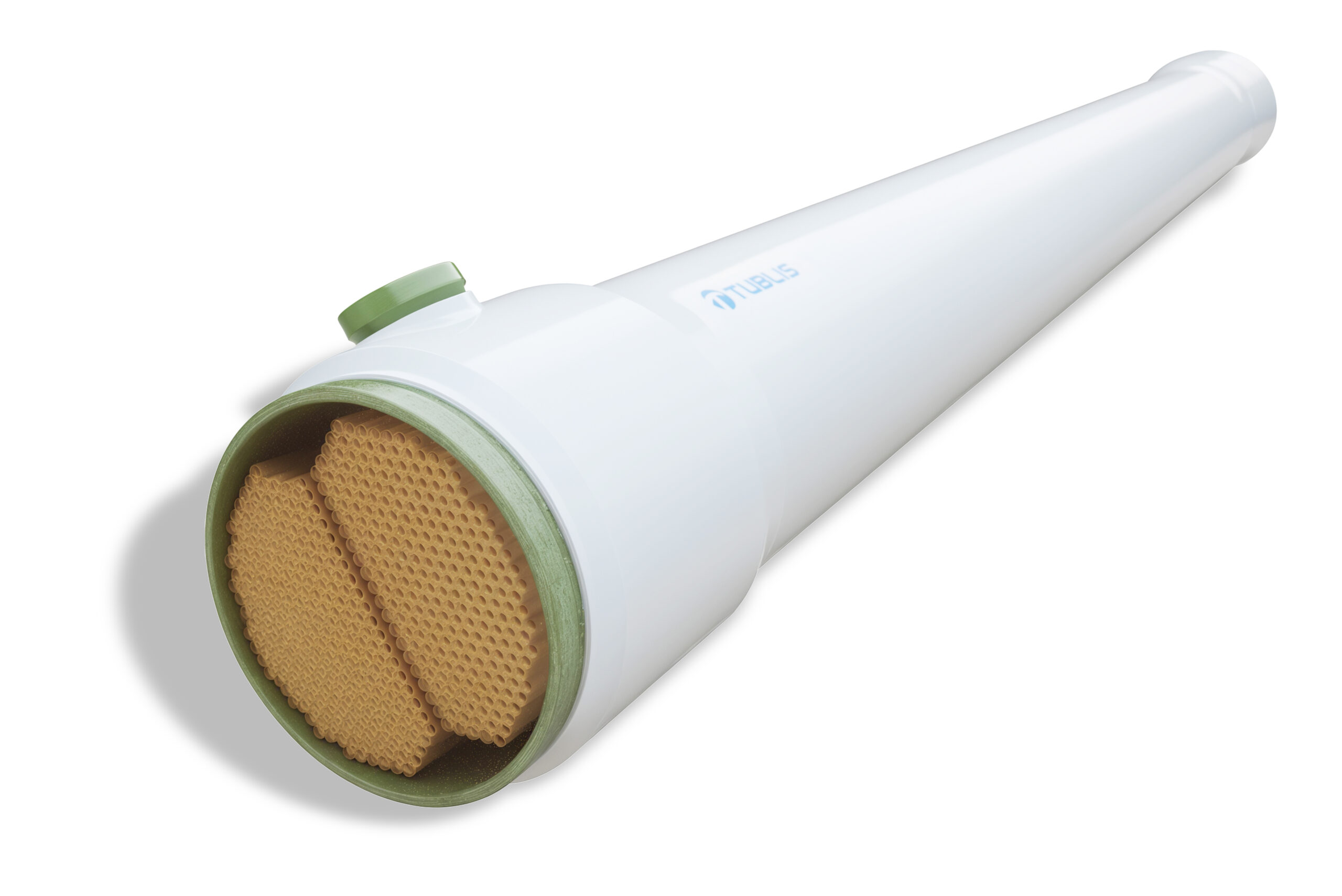
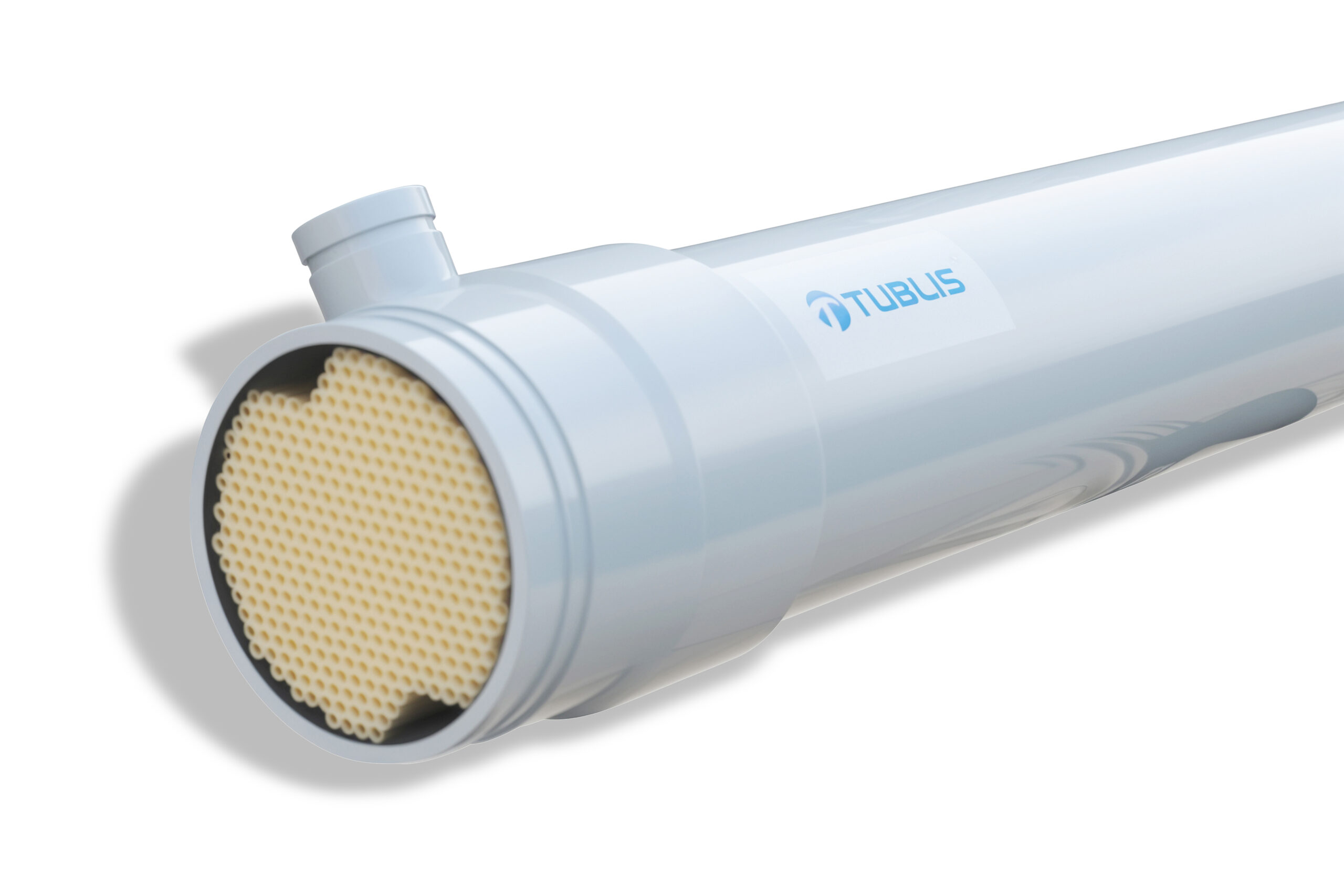
Tublis ultrafiltration (UF) membranes are engineered with a precise 30nm pore size, delivering outstanding removal of suspended solids, bacteria, viruses, and other microorganisms to ensure consistently high water quality. With a robust construction and a wide size range (4 to 10 inches), they are ideal for large-scale water treatment in industrial, municipal, and commercial settings.
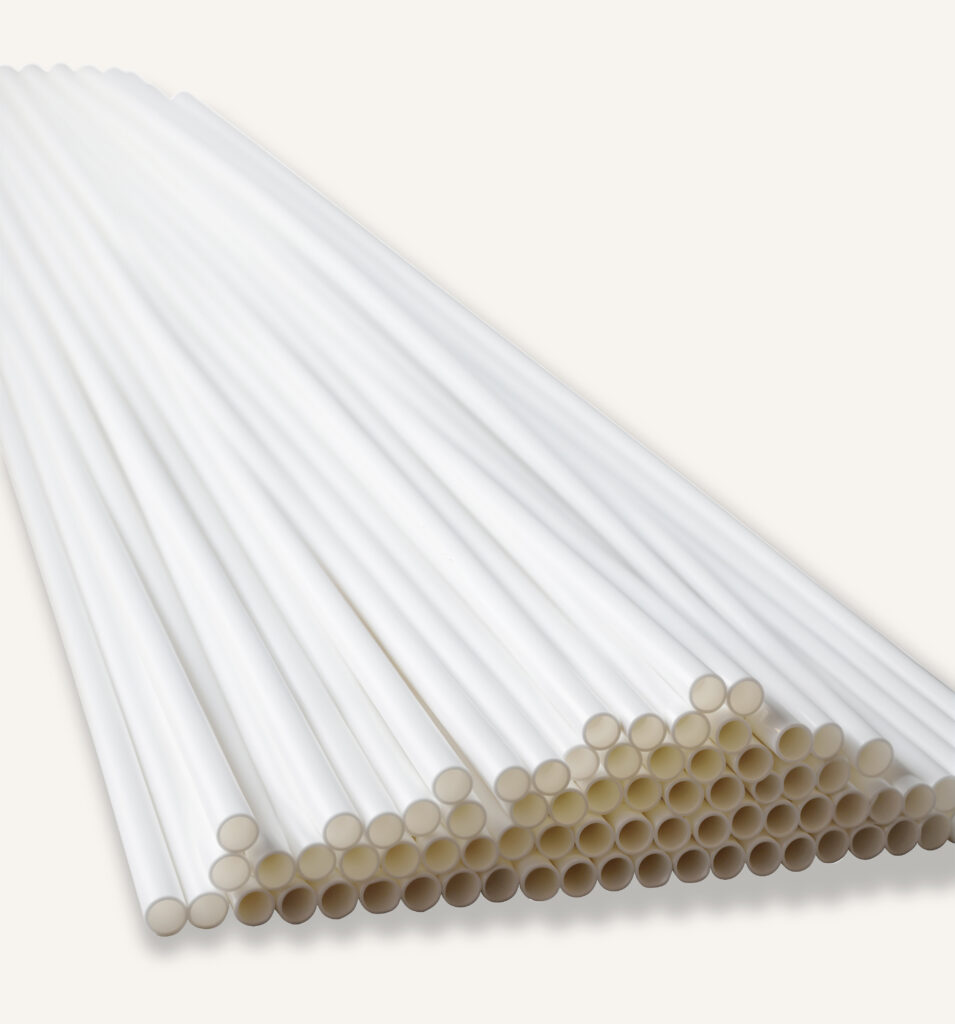
Built with high-strength PVDF tubular membranes, Tublis UF products offer exceptional resistance to fouling, oxidation, and chemical corrosion. Capable of operating under pressures up to 12 bar, they maintain high flux rates of 80–200 L/m²·h—even when directly filtering activated sludge at concentrations up to 40 g/L—making them a reliable solution for challenging filtration environments.


High fouling resistance for challenging water conditions |
Handles diverse water qualities with stable performance |
Strong chemical resistance for extended membrane life |
High recovery rate with energy-efficient operation |
Modular design for flexible installation and expansion |
End-to-end engineering, installation, and after-sales support |
In the ultrafiltration (UF) system, activated sludge is pumped from the bioreactor into the membrane module. The core of cross-flow technology lies in the high-velocity flow of sludge along the inner surface of the membrane tubes. Under pressure, clean water permeates through the membrane wall to the outside, while suspended solids and larger molecules are retained inside the tube.
This continuous cross-flow not only ensures effective separation of water and contaminants but also helps keep the membrane surface clean by sweeping away accumulated particles—significantly reducing the risk of membrane clogging and extending operational lifespan. The retained water and sludge exit from the other end of the module as concentrate, which appears darker than the feed due to the increasing sludge concentration along the membrane path.
To maintain optimal performance, the UF system continuously discharges part of the concentrate while fresh activated sludge is supplied from the bioreactor via a feed pump. This ensures balanced biomass levels and stable membrane operation.
To maintain optimal performance, the UF system continuously discharges part of the concentrate while fresh activated sludge is supplied from the bioreactor via a feed pump. This ensures balanced biomass levels and stable membrane operation.
Designed with wide flow channels, tubular UF membranes are ideal for treating wastewater with high concentrations of suspended solids, colorants, and organic pollutants. Their robust structure and strong chemical resistance make them capable of removing dyes, large organic molecules, colloids, and emulsified oils efficiently. This not only improves the quality of the treated water but also protects downstream systems such as reverse osmosis (RO) or nanofiltration (NF) by significantly reducing membrane fouling, thereby extending system lifespan and improving overall performance. In the textile sector, tubular UF membranes are commonly used after biological or physicochemical pretreatment to further purify the effluent, reduce color, and stabilize water quality for reuse. In leather processing, UF systems are especially useful for handling high-strength wastewater from degreasing and dyeing processes, removing grease, proteins, and chromium compounds.
Constructed from high-strength PVDF, tubular UF membranes exhibit excellent resistance to fouling, oxidation, and chemical corrosion. Even in high-load environments, they maintain stable performance, delivering flux rates between 80–200 L/m²·h. With a precise pore size of 30 nm, they effectively remove suspended solids, colloids, and large organic molecules—ensuring high-quality permeate while providing critical protection to downstream reverse osmosis (RO) or nanofiltration (NF) systems. This not only improves overall treatment performance but also reduces membrane fouling and extends the service life of the entire system.
In many facilities, UF membranes are a core component of membrane bioreactor (MBR) systems, enabling efficient biological treatment and solid-liquid separation. This not only enhances the removal of organic contaminants but also facilitates water reuse for non-potable applications such as boiler feedwater, cooling systems, or equipment cleaning—reducing water consumption and promoting sustainable production. UF technology proves especially valuable in high-load applications like dairy processing, brewing, juice production, and condiment manufacturing, where it can maintain high permeate fluxes (80–200 L/m²·h) even when treating activated sludge with concentrations up to 40 g/L.
Tubular UF systems also offer superior chemical resistance and cleaning flexibility. They support multiple cleaning strategies—chemical cleaning, air-water scouring, and backflushing—making them well-suited for long-term operation with minimal maintenance. Modular in design and adaptable to various treatment scales, these systems can be seamlessly integrated into automated and smart water management infrastructures in large-scale pharmaceutical and chemical facilities.
If you’d like to explore application-specific process diagrams, case studies, or technical specifications, feel free to contact us. Tublis is committed to providing tailor-made membrane solutions that support innovation, efficiency, and environmental responsibility.
